#Short Answer
Covers facts about ai in manufacturing, including core concepts, practical examples, benefits, limitations, and risks in Artificial Intelligence.
#Infobox
#Overview
Artificial Intelligence in manufacturing represents a transformative shift in how industrial processes are designed, monitored, and optimized. It encompasses a broad spectrum of applications, from autonomous robotic systems that assemble products with precision to AI-driven quality inspection systems that detect defects in real time. The integration of AI enables manufacturers to transition from traditional, rigid production lines to flexible, data-informed ecosystems capable of self-optimization. At its core, AI in manufacturing leverages vast amounts of operational data—collected from sensors, machines, and enterprise systems—to generate actionable insights. These insights support predictive maintenance, demand forecasting, energy management, and supply chain resilience. As industries embrace the Fourth Industrial Revolution (Industry 4.0), AI emerges as a critical enabler, bridging the gap between physical production and digital intelligence. The technology stack typically includes:
- Machine Learning (ML): For pattern recognition, anomaly detection, and predictive modeling.
- Computer Vision: To inspect products, identify defects, and guide robotic arms.
- Natural Language Processing (NLP): For processing maintenance logs, customer feedback, and regulatory documents.
- Digital Twins: Virtual replicas of physical systems used for simulation and optimization.
- Edge Computing: To process data locally, reducing latency and improving response times. AI adoption in manufacturing is not limited to large enterprises. Small and medium-sized manufacturers are increasingly adopting cloud-based AI platforms and modular solutions to gain competitive advantages without significant capital investment.
#History / Background
The integration of AI into manufacturing has evolved through several distinct phases, closely aligned with broader technological advancements and industrial paradigms.
#Early Foundations (1950s–1980s)
The conceptual roots of AI in manufacturing trace back to the 1950s with the advent of early AI research and the development of numerical control (NC) machines. In 1952, the first NC machine was demonstrated at MIT, laying the groundwork for automated manufacturing. During the 1960s and 1970s, expert systems—rule-based AI programs—began to appear, assisting in process planning and quality control. However, limited computational power and data availability constrained their practical impact.
#Rise of Automation (1980s–1990s)
The 1980s saw the proliferation of programmable logic controllers (PLCs) and computer-aided design (CAD) systems, which introduced automation into manufacturing floors. Robotics, particularly in automotive assembly lines, became more sophisticated. While AI was still in its infancy, early applications included fault diagnosis and scheduling optimization using heuristic algorithms.
#The Digital Revolution (2000s)
The 2000s marked a turning point with the convergence of AI, the internet, and industrial digitalization. The rise of the internet of things (IoT) enabled real-time data collection from machines, while advances in machine learning—especially deep learning—allowed systems to learn from historical data. Companies like Siemens and GE began developing industrial AI platforms such as MindSphere and Predix, respectively, to monitor equipment health and optimize operations.
#Industry 4.0 and Smart Manufacturing (2010s–Present)
The 2010s witnessed the formalization of Industry 4.0, a framework emphasizing cyber-physical systems, interoperability, and AI-driven decision-making. The launch of advanced AI frameworks (e.g., TensorFlow, PyTorch) and cloud platforms (e.g., AWS IoT, Azure IoT) democratized access to AI tools. Key milestones included:
- 2016: Google DeepMind’s AlphaGo defeated a world champion Go player, demonstrating the power of reinforcement learning.
- 2018: NVIDIA introduced AI-powered robotics platforms for manufacturing.
- 2020: The COVID-19 pandemic accelerated AI adoption as manufacturers sought resilient, automated supply chains. Today, AI is embedded in nearly every aspect of modern manufacturing, from autonomous guided vehicles (AGVs) to generative design tools that create optimized product geometries.
#How It Works
AI in manufacturing operates through a structured workflow that transforms raw data into intelligent actions. The process can be broken down into several key stages:
#
- Data Collection Manufacturing environments generate vast amounts of data from various sources:
- Sensors and IoT Devices: Measure temperature, vibration, pressure, and energy consumption.
- Machine Logs: Record operational parameters, cycle times, and error codes.
- Enterprise Systems: Include ERP, MES (Manufacturing Execution Systems), and PLM (Product Lifecycle Management) data.
- External Data: Market trends, weather patterns, and supplier lead times. This data is typically aggregated in cloud platforms or edge servers, where it is cleaned, normalized, and stored in data lakes or warehouses.
#
- Data Processing and Feature Engineering Raw data is transformed into structured formats suitable for AI models. Feature engineering involves selecting relevant variables (e.g., vibration frequency, tool wear rate) that correlate with performance outcomes. Techniques such as Fourier transforms and wavelet analysis are used to extract meaningful patterns from time-series sensor data.
#
- Model Training and Deployment AI models are trained using historical data to recognize patterns and make predictions. Common approaches include:
- Supervised Learning: Used for defect classification (e.g., training a model on images of good vs. defective parts).
- Unsupervised Learning: Identifies anomalies or clusters similar machine behaviors (e.g., detecting unusual vibration patterns).
- Reinforcement Learning: Optimizes decision-making in dynamic environments (e.g., adjusting robot arm trajectories in real time). Once trained, models are deployed either on-premises or in the cloud. Edge AI enables real-time inference by running models directly on factory floor devices, reducing latency.
#
- Integration with Control Systems AI outputs are integrated with manufacturing execution systems (MES), supervisory control and data acquisition (SCADA) systems, and programmable logic controllers (PLCs). For example: - A predictive maintenance model may trigger an alert to schedule maintenance before a bearing fails. - A computer vision system may halt a production line if a defect is detected.
#
- Continuous Learning and Feedback Loop AI systems in manufacturing are not static. They continuously learn from new data, operator feedback, and outcomes. Retraining pipelines ensure models remain accurate as conditions change. Human-in-the-loop systems allow operators to validate AI recommendations, improving trust and performance.
#Important Facts
#
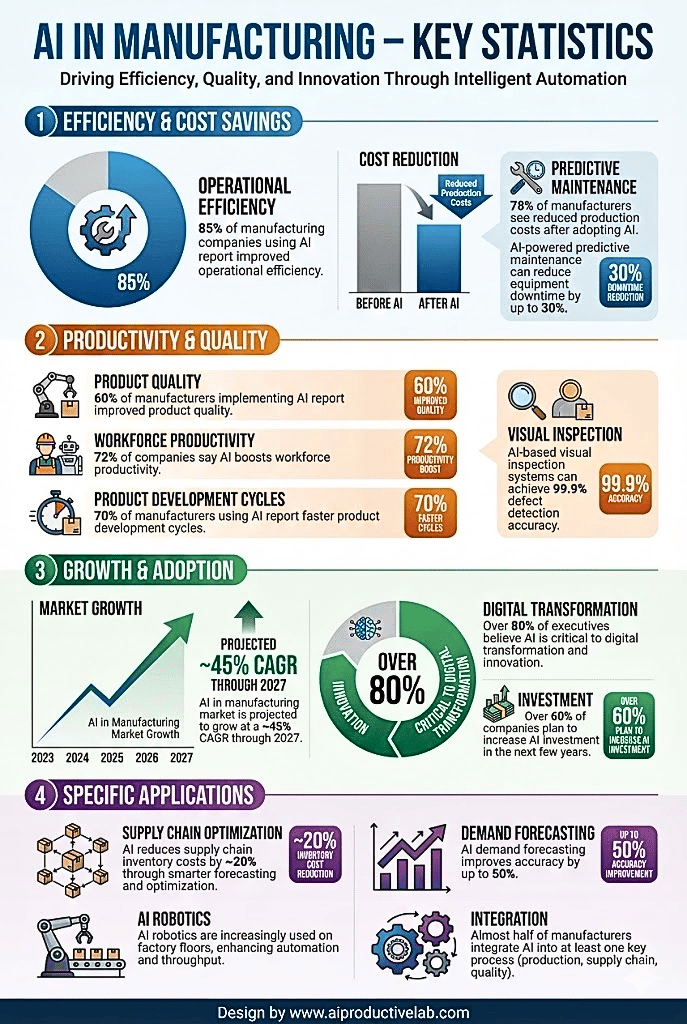
- Economic Impact - AI adoption in manufacturing is projected to add $3.7 trillion to $5.8 trillion to the global economy by 2035, according to McKinsey. - Companies using AI in production report up to 30% reduction in unplanned downtime and 10–20% improvement in energy efficiency.
#
- Quality Control - AI-powered visual inspection systems can detect microscopic defects that are invisible to the human eye, reducing defect rates by up to 90%. - In semiconductor manufacturing, AI reduces yield loss by identifying process deviations early.
#
- Predictive Maintenance - Predictive maintenance using AI can reduce maintenance costs by 25–35% and increase equipment uptime by 10–20%. - The global predictive maintenance market in manufacturing is expected to grow at a CAGR of 28.2% from 2023 to 2028.
#
- Supply Chain Optimization - AI-driven demand forecasting improves inventory accuracy by 20–50% and reduces stockouts by up to 30%. - Autonomous warehouse robots powered by AI can increase picking speeds by 300% compared to manual processes.
#
- Sustainability - AI helps manufacturers reduce energy consumption by 10–20% through optimized scheduling and equipment control. - In the automotive industry, AI-enabled design tools can reduce material waste by 20–30% in component manufacturing.
#
- Labor and Safety - AI-powered collaborative robots (cobots) work alongside humans, reducing workplace injuries by up to 70% in high-risk tasks. - AI monitors worker safety through wearables and computer vision, detecting unsafe behaviors in real time.
#
- Customization and Flexibility - AI enables mass customization, allowing manufacturers to produce personalized products at scale. - Generative AI tools can design optimized parts that are lighter, stronger, and more efficient than traditional designs.
#Timeline
- Foundational ideas
Core concepts and early methods shape Facts About AI in Manufacturing.
- Practical use
Tools, examples, and real-world deployments make the topic easier to evaluate.
- Responsible implementation
Current work focuses on reliability, governance, performance, and measurable impact.
#Related Terms
#FAQ
What does Facts About AI in Manufacturing cover?
Covers facts about ai in manufacturing, including core concepts, practical examples, benefits, limitations, and risks in Artificial Intelligence.
Why is Facts About AI in Manufacturing important?
It helps readers understand key concepts, compare practical use cases, and evaluate how Artificial Intelligence decisions affect outcomes, risks, and implementation choices.
What should readers verify before applying this topic?
Readers should compare benefits, limitations, data requirements, and related themes such as Facts, About, AI before using the ideas in real projects.
#References
- Facts About AI in Manufacturing terminology and background research
- Facts About AI in Manufacturing use cases, implementation examples, and limitations
- Artificial Intelligence best practices, standards, and risk guidance
- Facts case studies, benchmarks, and current industry analysis

Comments
No comments yet. Start the discussion with a useful note.